Interacción láser y material - efecto de plasma
¿Qué es el plasma?
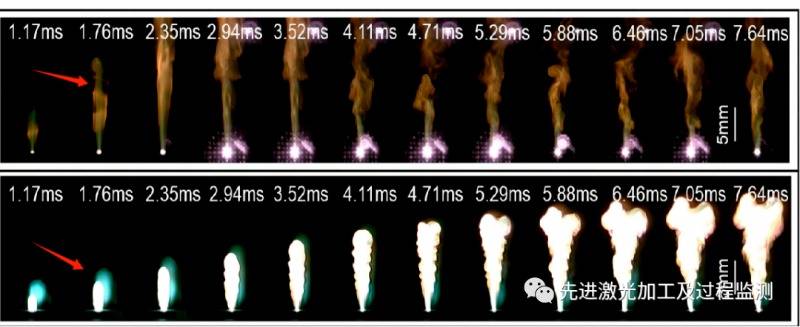
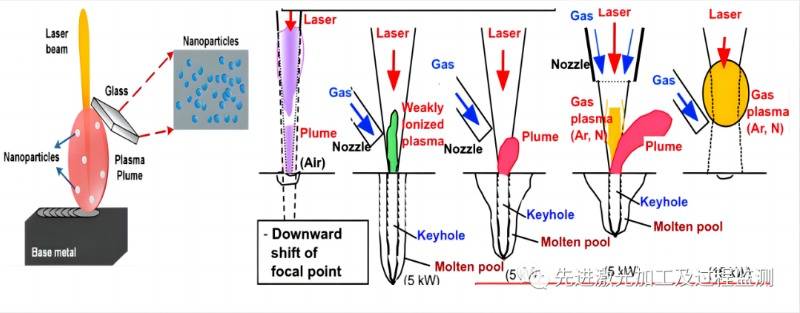
En la soldadura con láser, un flujo en forma de llama a menudo se acompaña (chorros de llamas, luz amarilla, luz azul, luz púrpura está presente), que comúnmente se conoce como plasma.
Definición de plasma
El plasma es una mezcla gaseosa de electrones libres, iones y partículas eléctricamente neutras (átomos, moléculas y radicales) que se produce durante el proceso de soldadura por láser mediante la vaporización de materiales metálicos debido a la radiación láser. Este tipo de plasma, generado por la luz, se conoce como plasma inducido por fotos. Los componentes principales del plasma fotoinducido son vapores de metal, electrones libres, iones y partículas eléctricamente neutras.
Proceso de formación de plasma
Durante la ablación con láser de la superficie del material, se genera plasma cuando la densidad de potencia del láser alcanza un cierto umbral. El mecanismo microscópico específico se puede dividir en dos pasos:
Paso uno
Cuando el láser irradia la superficie del metal, los electrones cerca de la superficie absorben fotones a través de la recombinación inversa de Bremsstrahlung, y estos electrones energizados transfieren su energía absorbida a la red metálica a través de interacciones con fonones. El proceso de electrones que se están calentando y el proceso de transferencia de energía dentro de la red se completan en unos pocos picosegundos, lo que resulta en un rápido aumento tanto en la temperatura de electrones como en la temperatura vibratoria de la red, lo que finalmente conduce a la ruptura de enlaces dentro de la red y exhibe fenómenos como la vaporización metálica y la explosión.
Paso dos
Los productos iniciales de ablación y el láser interactúan cerca de la superficie del material, lo que hace que la sustancia evaporada continúe calentando e ionizando. Este proceso incluye tres efectos: electrones libres que absorben la energía de la radiación láser, colisionando continuamente con átomos y moléculas que causan ionización, generando así nuevos electrones libres que continúan chocando e ionizando de manera cíclica, provocando una avalancha de ionización; La carga que lleva iones que colisionan con átomos y moléculas, causando ionización; y átomos estatales excitados y grupos moleculares que se someten a fotoionización.
En resumen
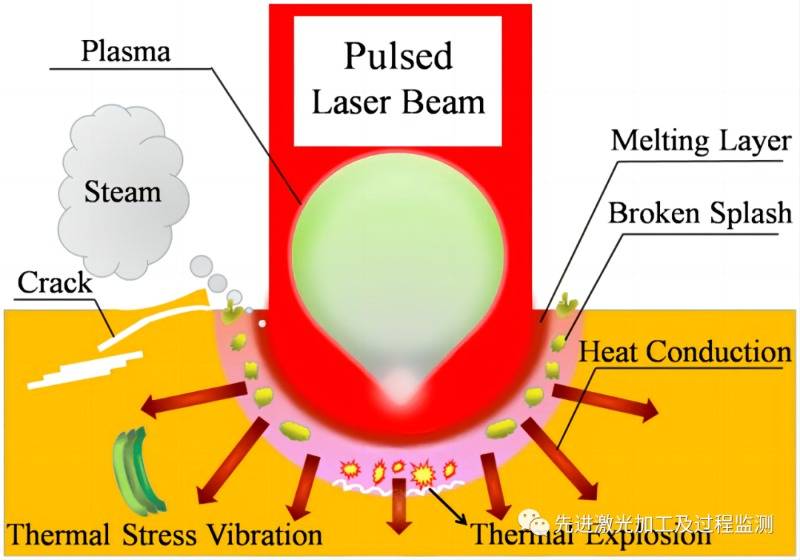
Durante el del láser , cuando la densidad de energía del láser incidente es suficientemente alta, puede vaporizar el metal y formar un ojo de cerradura en la piscina de fusión. Al mismo tiempo, el vapor de metal expulsado de la superficie del metal y el ojo de la cerradura, así como algunos electrones libres del gas protector, se aceleran absorbiendo la energía láser, aumentando su energía cinética. Esto hace que chocen con partículas de vapor y gas protector, desencadenando una reacción en cadena, ionizando así ampliamente. Como resultado, se forma un plasma denso sobre el ojo de la cerradura, lo que afecta significativamente el proceso de soldadura por láser.
Características del plasma
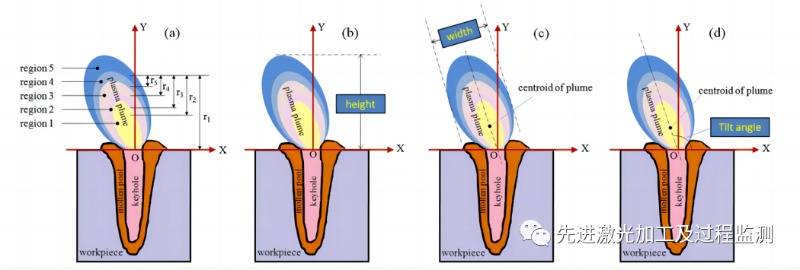
Características periódicas del plasma
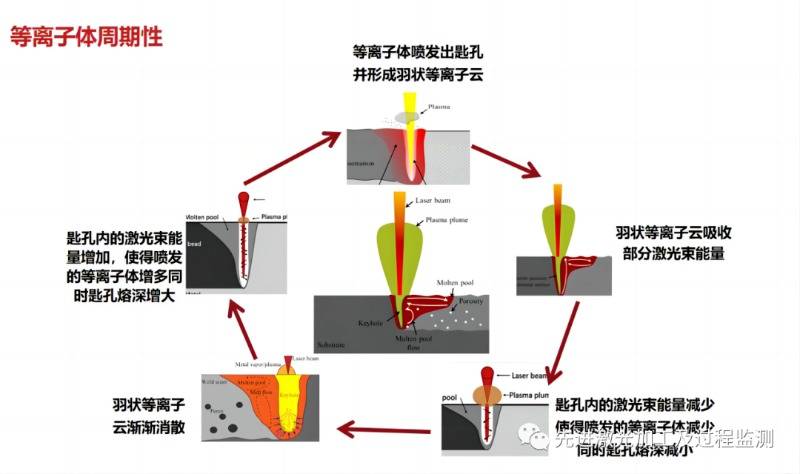
A medida que el láser sale e irradia la superficie del material, genera plasma. Cuando la densidad del plasma fotoinducido se vuelve demasiado alta, aumenta significativamente la pérdida de energía láser, lo que hace que la densidad de energía que alcance la superficie de la pieza de trabajo se debilite. Esto da como resultado una cantidad decreciente de vapor metálico producido, y el plasma desaparece gradualmente. En este punto, el láser puede irradiar directamente la superficie de la pieza de trabajo nuevamente, recreando una gran cantidad de vapor de metal, y la intensidad del plasma aumenta gradualmente, una vez más protegiendo el láser incidente. Este ciclo se repite, con la intensidad del plasma experimentando cambios periódicos. A través del análisis espectral y la observación de la cámara de alta velocidad, se encuentra que la frecuencia de las oscilaciones de intensidad de plasma está en el orden de varios cientos de hertz. Esto también conduce a fluctuaciones serradas periódicas en la soldadura por láser, que es particularmente notable en la soldadura de placas delgadas (modulación láser, CW modulada, es una dirección para resolver este problema).
El papel del plasma en la transferencia de energía
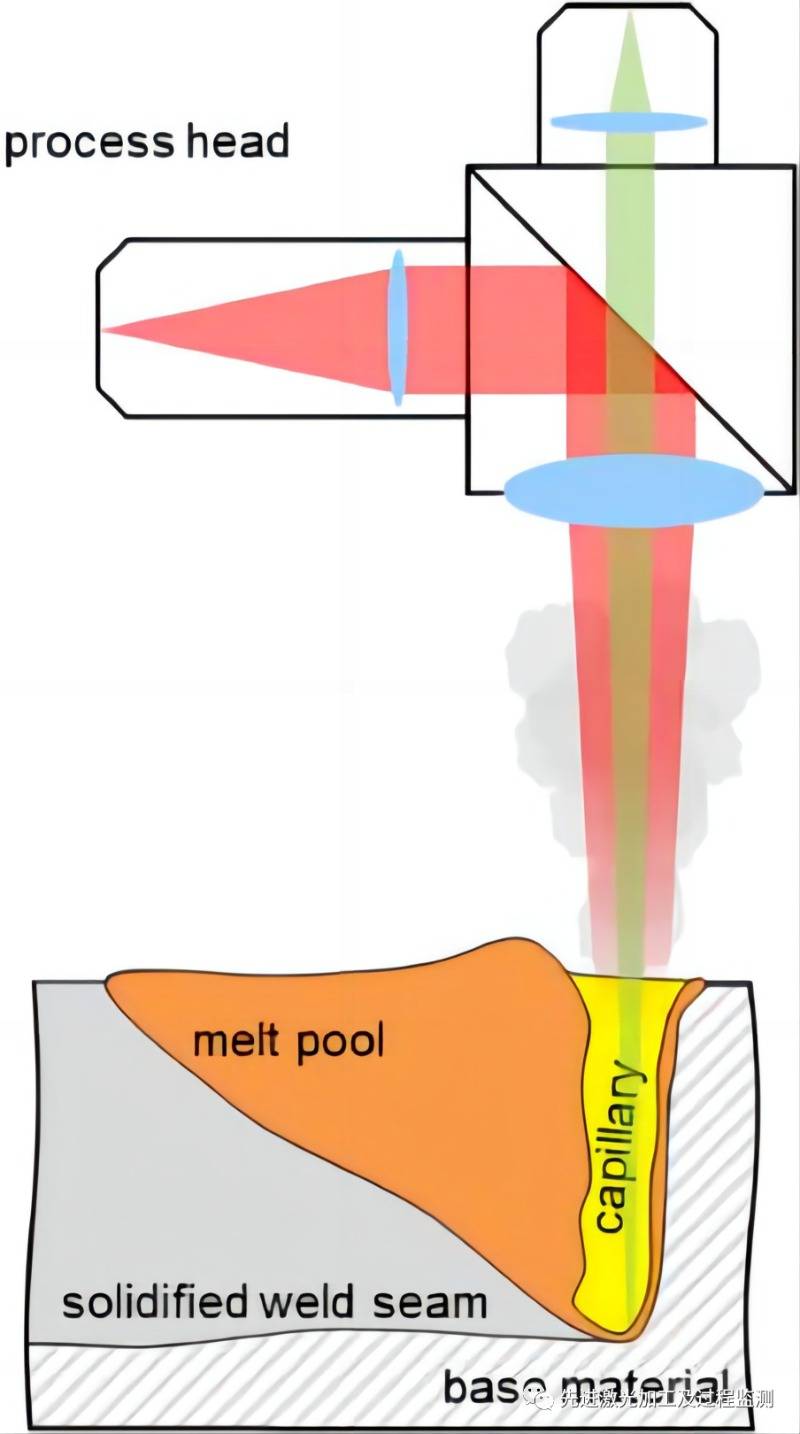
En los procesos de soldadura por láser de alta potencia, a medida que el haz láser de alta densidad de energía continúa saliendo, la energía se transfiere a la superficie de la pieza de trabajo, derretiendo continuamente y evaporando el material metálico. La nube de vapor se sube rápidamente desde el ojo de la cerradura, y al alcanzar las condiciones de ionización, se ioniza rápidamente para formar plasma, predominantemente compuesto de plasma de vapor metálico. Una vez formado, el plasma reflejará, dispersará y absorberá el haz de luz incidente a través de la refracción y la absorción radiativa, creando un efecto de blindaje en el haz láser. Esto afecta el acoplamiento de la energía láser con la pieza de trabajo, influyendo en la profundidad de la masa fundida, la formación de poros y la composición de la costura de soldadura, que finalmente afecta directamente la calidad de la soldadura por láser y la confiabilidad del proceso.
Aplicaciones de plasma
Refracción de láser por plasma
El plasma actúa como una lente colocada entre el material y el láser, lo que lleva a lo que se puede resumir como el efecto de lente negativo del plasma: el aire es un medio ópticamente más denso, mientras que el plasma es un medio ópticamente más raro. Esto da como resultado la divergencia del haz láser, empeorando la capacidad de enfoque del láser y dispersando el láser, reduciendo así la densidad de energía. Cuando el haz láser incidente pasa a través del plasma, también puede causar un cambio en la dirección de la propagación del haz láser. El ángulo de deflexión está relacionado con el gradiente de la densidad electrónica del plasma y la longitud del plasma, lo que lleva a una densidad de energía desigual del láser que alcanza la superficie del material, con fluctuaciones de energía que cambian de acuerdo con las fluctuaciones de plasma.
Como se ilustra, cuanto más se acumula plasma, mayor será el impacto en la soldadura por láser. Cuanto más diverge el láser, menor es la densidad de energía, lo que lleva a una disminución repentina en la profundidad de penetración. Por lo tanto, los problemas comunes como la falta de penetración en la soldadura a menudo se deben al no usar gas de protección, lo que resulta en una mala calidad de soldadura.
Absorción de láser por plasma
La absorción de energía láser por plasma aumenta su temperatura e nivel de ionización. El proceso de absorción se puede dividir en absorción normal y absorción anómala. La absorción normal, también conocida como absorción inversa de Bremsstrahlung, se refiere a los electrones excitados por el campo eléctrico del láser para oscilar a altas frecuencias, colisionando con partículas circundantes (principalmente iones) y transferir energía entre sí, aumentando así la temperatura y el nivel de ionización del plasma. La absorción anómala, por otro lado, se refiere a una serie de mecanismos de no colisión que convierten la energía del láser en energía de onda plasmática, que luego se transforma en energía térmica plasmática a través de diferentes mecanismos de disipación y se disipan en el aire.
Debido a la absorción de láser por plasma, solo una porción de la energía láser incidente puede penetrar el plasma y alcanzar la superficie de la pieza de trabajo. Esto aumenta la pérdida de transmisión de energía a lo largo de la ruta óptica externa (desde el láser obh hasta la superficie del material), reduciendo la densidad de energía del láser. La tasa de absorción general disminuye, y si la ventana está en el límite superior, puede conducir fácilmente a la falta de fusión, especialmente con materiales altamente reflectantes (como el aluminio y el cobre).
¿Cómo suprimir el efecto de plasma?
Los principales factores que influyen en el índice de refracción del plasma, el efecto de lente negativa y la tasa de absorción incluyen:
1. Longitud de onda láser
Los umbrales de encendido y mantenimiento del plasma son directamente proporcionales al cuadrado de la longitud de onda. Los láseres de longitud de onda corta (como la luz azul y verde) tienen tiempos de mantenimiento de plasma más cortos, lo que hace que el proceso sea más estable.
2. Densidad de potencia láser
La temperatura y la densidad del electrón del plasma aumentan con la densidad de potencia del láser. La densidad de potencia excesivamente alta es una causa principal de inestabilidad en plasma. Las fuentes de calor compuesto (p. Ej., Muntos en forma de anillo, compuestos de semiconductores de fibra, compuestos láser-arco) pueden lograr la distribución controlada de energía de la fuente de calor. En comparación con la soldadura con láser de fibra única, el impacto de los efectos de plasma es menor, lo que hace que el proceso de soldadura sea más estable.
3. Tamaño de mancha
Los diámetros de puntos más pequeños aumentan los valores de encendido y mantenimiento del plasma (la soldadura de bamboleo puede evitar esto).
4. Propiedades del material
La densidad e energía de ionización de los materiales afecta en gran medida al plasma. Los metales con menor energía de ionización y una mayor reflectividad tienen más probabilidades de verse afectados por los efectos del plasma, lo que afectan la estabilidad de la soldadura de penetración profunda.
5. Gas ambiental y presión
En general, se cree que los gases con buena conductividad térmica y alta energía de ionización tienen mayores umbrales de ignición y mantenimiento de plasma. La presión de aire ambiental más baja conduce a una temperatura de electrones más baja, densidad de electrones y altura central de plasma. Bajo condiciones de vacío o presión negativa, la soldadura por penetración profunda del láser es más estable que a la presión atmosférica.
6. Caud de gas de gas
El aumento de la velocidad de flujo del gas ambiental reduce el volumen del plasma, disminuyendo así su velocidad de absorción del láser y reduciendo efectivamente el impacto del plasma en el proceso de soldadura de penetración profunda. Sin embargo, las tasas de flujo de gas excesivamente altas pueden causar fluctuaciones en la superficie de la piscina de soldadura y salpicaduras de metal fundido, así como grietas y rugosidad de la superficie debido al enfriamiento rápido.
7. Velocidad de soldadura
La temperatura central del plasma aumenta a medida que disminuye la velocidad de soldadura. Las velocidades de soldadura más bajas hacen que sea más fácil producir plasma y más inestables. Aumentar la velocidad de soldadura hasta cierto punto también puede mejorar la estabilidad del proceso de soldadura.
Enfoques para suprimir los efectos de plasma
1. Soldadura de bamboleo
El cabezal de procesamiento láser se balancea a la izquierda y a la derecha a lo largo de la dirección de soldadura. Antes de la formación de plasma después de que aparezca el ojo de la cerradura, el punto de láser se mueve momentáneamente al borde trasero de la piscina de fusión u otra ubicación para evitar la influencia del plasma en la transmisión de la ruta óptica.
2. Soldadura láser pulsada
Ajustar el pulso y la frecuencia del láser para que el tiempo de irradiación del láser sea menor que el tiempo de formación del plasma. Esto asegura que el láser siempre llegue durante la fase de disipación del ciclo de formación de plasma-disipación, evitando la interferencia con la transmisión de la ruta óptica por el plasma.
3. Soldadura a baja presión
Empleando la soldadura de presión reducida, cuando la presión de aire está por debajo de un cierto nivel, la densidad del vapor de metal en la superficie del material y dentro del ojo de la cerradura es baja, lo que hace que el plasma desaparezca.
4. Soplando gas protector
Un método implica el uso de gas auxiliar para dispersar el plasma, y otro usa gases con buena conductividad térmica y alta energía de ionización para suprimir la ionización del gas ambiental y condensar el vapor de iones metálicos. Se puede usar una boxial de doble capa con el golpe principal, donde la boquilla externa está en ángulo a la dirección horizontal, utilizando el componente radial del flujo de aire exterior para soplar el plasma hacia los lados. También se puede usar una boquilla de tubo recta, dirigida directamente al plasma y soplando gas lateralmente a lo largo de la dirección de soldadura.
Este método requiere un control estricto sobre la precisión de posicionamiento de la boquilla de soplado a lateral y el volumen del flujo de aire. Entre los muchos métodos de control, controlar el plasma a través del flujo de aire es relativamente flexible y simple. Por lo tanto, el gas protector lateral es un método ampliamente adoptado en la soldadura por láser de penetración profunda.
Los archivos gratuitos de SVG y Gcode para grabado y corte láser se pueden encontrar aquí, que puede importar directamente a nuestros cortadores láser.


![[Discontinuado] Algolaser Alpha 22W Láser grabador (recomendado: Alpha Mk2 20W)](http://algolaser.com/cdn/shop/files/ALPHA_22W_1a87454a-b664-43bf-85c7-63606755bbf8_533x.jpg?v=1734401523)