






























































Interacción entre láser y material: efecto plasma
¿Qué es el plasma?
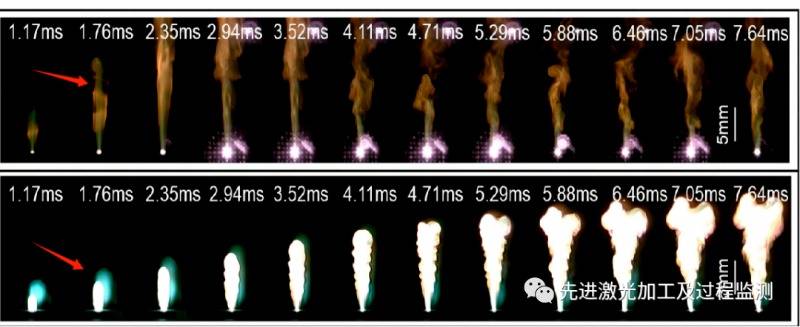
En los procesos modernos de soldadura láser, durante la operación se observa con frecuencia un flujo similar a una llama: chorros de luz de tonalidades amarillas, azules o incluso violetas aparecen sobre la zona de soldadura. Este fenómeno se conoce comúnmente como plasma y desempeña un papel fundamental en la interacción entre el láser y el material. Comprender el efecto del plasma es esencial para optimizar la calidad de la soldadura y mejorar la estabilidad de las aplicaciones de procesamiento láser de alta energía.
Definición de plasma
El plasma es una mezcla gaseosa altamente energizada compuesta por electrones libres, iones y partículas eléctricamente neutras como átomos, moléculas y radicales. En la soldadura láser, el plasma se genera cuando la radiación láser intensa provoca la vaporización e ionización de los materiales metálicos. Este tipo específico de plasma se conoce como plasma fotoinducido, ya que se crea directamente por la interacción entre el haz láser y la superficie del material.
Los componentes principales de este plasma de vapor metálico incluyen partículas metálicas vaporizadas, electrones libres, iones y especies neutras. Estos componentes interactúan dinámicamente en condiciones de alta energía, influyendo significativamente en la eficiencia y la estabilidad del proceso de soldadura láser.
Proceso de formación de plasma
Durante la ablación láser y la interacción láser-material de alta energía, se forma plasma cuando la densidad de potencia del láser supera un umbral crítico. El mecanismo microscópico se puede dividir en dos etapas principales:
Paso uno
Cuando el haz láser incide sobre la superficie metálica, los electrones absorben fotones mediante procesos de bremsstrahlung inverso. Estos electrones energizados transfieren su energía a la red metálica a través de interacciones fonónicas.
Esta rápida transferencia de energía se produce en picosegundos, provocando un aumento brusco tanto de la temperatura electrónica como de la vibración de la red cristalina. Como resultado, se rompen los enlaces atómicos, lo que da lugar a la vaporización del metal, microexplosiones y la formación de una columna de vapor, un precursor esencial para la generación de plasma en la soldadura láser.
Paso dos
El material vaporizado interactúa aún más con la energía láser incidente, provocando un calentamiento e ionización continuos. Esta etapa incluye varios efectos críticos:
Los electrones libres absorben más radiación láser, chocan con los átomos y desencadenan una mayor ionización.
Los iones chocan con las partículas neutras, generando partículas cargadas adicionales.
Los átomos excitados sufren fotoionización, lo que genera una reacción en cadena.
Este proceso en cascada da lugar a una avalancha de ionización, que forma rápidamente una densa nube de plasma sobre la superficie del material.
En resumen
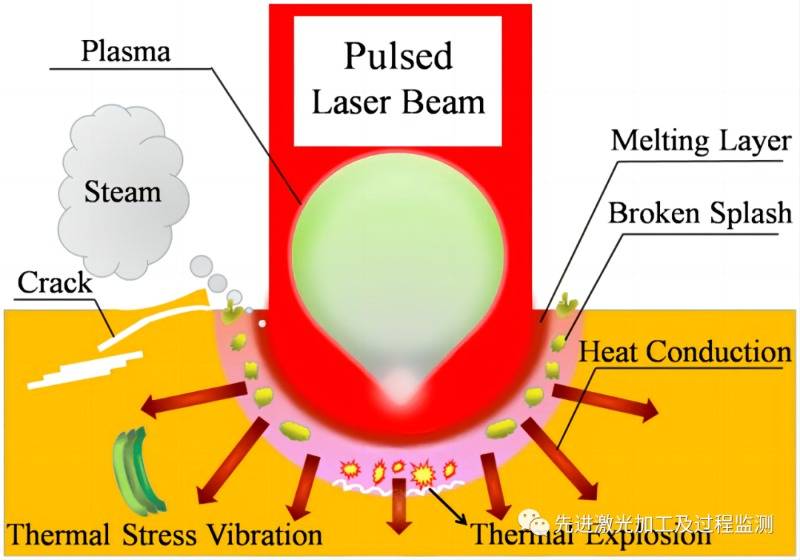
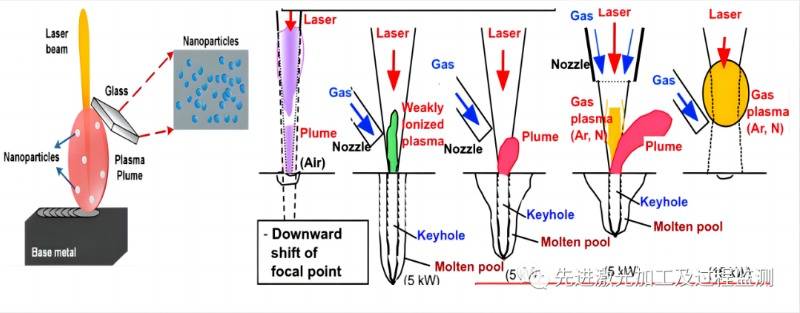
Durante láser de penetración profunda, cuando la densidad de energía del láser es suficientemente alta, el metal se vaporiza y forma un orificio en el baño de fusión. El vapor de metal y los electrones absorben energía del haz láser, aumentando su energía cinética y desencadenando una ionización continua.
Esto da como resultado la formación de un plasma de vapor metálico denso por encima del orificio, lo que influye significativamente en el acoplamiento de la energía láser, la profundidad de penetración de la soldadura y la estabilidad general de la soldadura.
Características del plasma
Características periódicas del plasma
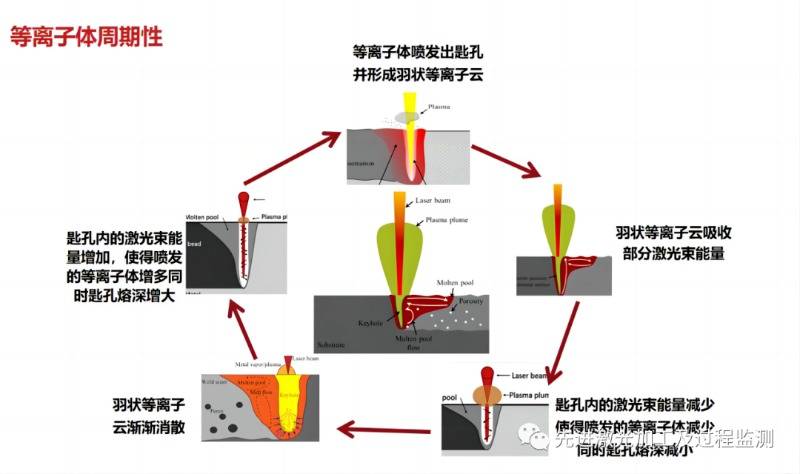
Durante la irradiación láser continua, el plasma se forma y se disipa cíclicamente. Cuando la densidad del plasma fotoinducido es demasiado alta, absorbe y dispersa una gran parte de la energía láser, reduciendo la energía efectiva que llega a la superficie del material.
Como resultado, la producción de vapor metálico disminuye y el plasma se debilita. El haz láser puede entonces interactuar directamente con el material nuevamente, regenerando el plasma. Esto crea una oscilación periódica de la intensidad del plasma, típicamente en el rango de varios cientos de hercios.
Estas oscilaciones pueden provocar fluctuaciones en el proceso de soldadura, como penetración inestable o cordones de soldadura irregulares, especialmente en materiales delgados. Para mitigar estos efectos, se suelen utilizar técnicas como la modulación láser o la operación pulsada.
El papel del plasma en la transferencia de energía
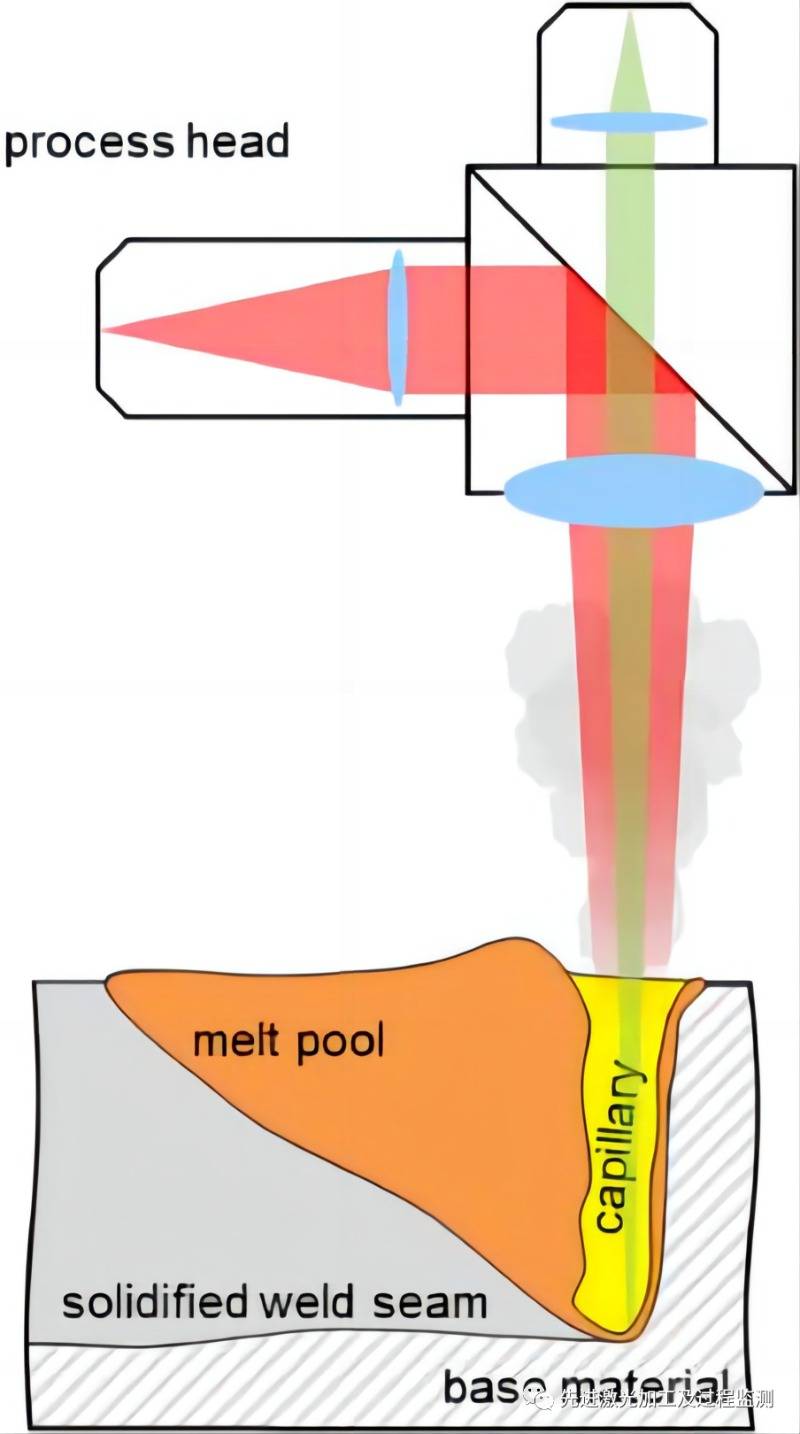
En la soldadura láser de alta potencia, el haz láser transfiere energía continuamente a la pieza de trabajo, provocando su fusión y vaporización. La columna de vapor asciende y se ioniza, transformándose en plasma, compuesto principalmente de vapor metálico.
Una vez formado, el plasma interactúa con la radiación láser incidente mediante reflexión, dispersión y absorción. Esto crea un efecto de apantallamiento que reduce la eficiencia de la transferencia de energía al material.
Como resultado, el efecto del plasma influye directamente en:
· Profundidad de penetración de la soldadura
· Formación de porosidad
· Composición de la costura de soldadura
· Calidad y fiabilidad generales de la soldadura
Aplicaciones del plasma
Refracción del láser por plasma
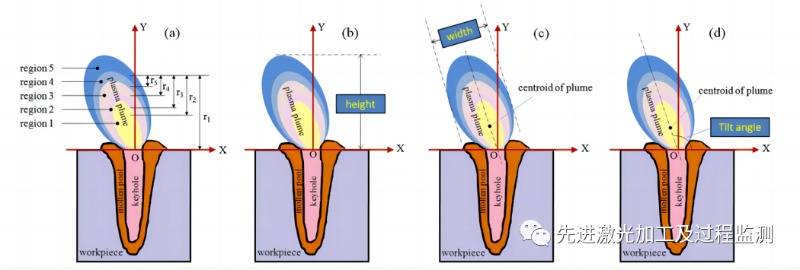
El plasma se comporta como una lente negativa en la trayectoria óptica del haz láser. Dado que el plasma tiene un índice de refracción menor que el aire, provoca que el haz diverja, reduciendo su capacidad de enfoque y su densidad energética.
Además, las variaciones en la densidad de electrones del plasma pueden desviar el haz láser, provocando una distribución desigual de la energía en la superficie del material. Esto conlleva resultados inconsistentes en el procesamiento láser y una menor calidad de soldadura.
La acumulación excesiva de plasma puede disminuir significativamente la profundidad de penetración, lo que a menudo provoca defectos como la falta de fusión, especialmente cuando el gas de protección es insuficiente.
Absorción de láser por plasma
El plasma también absorbe energía láser, aumentando su temperatura y nivel de ionización. Esta absorción se produce a través de dos mecanismos:
· Absorción normal (bremsstrahlung inversa): los electrones oscilan en el campo láser y transfieren energía mediante colisiones.
· Absorción anómala: la energía se convierte en ondas de plasma y se disipa como energía térmica.
Debido a esta absorción, solo una parte de la energía del haz láser llega a la pieza de trabajo, lo que provoca una pérdida de energía a lo largo del recorrido óptico. Esto resulta especialmente problemático al soldar metales altamente reflectantes como el aluminio y el cobre, donde la eficiencia energética del láser ya es limitada.
¿Cómo suprimir el efecto plasma?
En la soldadura láser, varios factores influyen en el efecto plasma:
1. Longitud de onda del láser
Las longitudes de onda más cortas (láseres azules o verdes) reducen el tiempo de mantenimiento del plasma, mejorando la estabilidad del proceso.
2. Densidad de potencia del láser
Una mayor densidad de potencia láser aumenta la temperatura y la densidad del plasma. Optimizar la distribución de la potencia ayuda a estabilizar el proceso.
3. Tamaño del punto
Los tamaños de punto láser más pequeños aumentan los umbrales de ignición del plasma. Técnicas como la soldadura por oscilación ayudan a mitigar la acumulación de plasma.
4. Propiedades del material
Los materiales con menor energía de ionización y mayor reflectividad son más propensos a sufrir efectos de plasma.
5. Gas ambiental y presión
El uso de gases con alta energía de ionización y buena conductividad térmica ayuda a suprimir la formación de plasma. Los entornos de presión reducida mejoran la estabilidad de la soldadura.
6. Caudal de gas
El aumento del flujo de gas de protección reduce el volumen del plasma y su absorción de energía láser, aunque un flujo excesivo puede provocar inestabilidad.
7. Velocidad de soldadura
Las velocidades de soldadura más elevadas reducen la acumulación de plasma y mejoran la estabilidad general del proceso.
Enfoques para suprimir los efectos del plasma
1. Soldadura por oscilación
El cabezal de procesamiento láser oscila a izquierda y derecha a lo largo de la dirección de soldadura. Antes de la formación del plasma tras la aparición del orificio, el punto láser se desplaza momentáneamente hacia el borde posterior del baño de fusión o hacia otra ubicación para evitar la influencia del plasma en la transmisión óptica.
2. Soldadura láser pulsada
Ajuste del pulso y la frecuencia del láser para que su tiempo de irradiación sea menor que el tiempo de formación del plasma. Esto garantiza que el láser siempre impacte durante la fase de disipación del ciclo de formación-disipación del plasma, evitando interferencias con la transmisión óptica del plasma.
3. Soldadura a baja presión
Al emplear soldadura a presión reducida, cuando la presión del aire está por debajo de un cierto nivel, la densidad del vapor de metal en la superficie del material y dentro del ojo de la cerradura es baja, lo que hace que el plasma desaparezca.
4. Soplado de gas protector
Un método consiste en usar gas auxiliar para dispersar el plasma, y otro utiliza gases con buena conductividad térmica y alta energía de ionización para suprimir la ionización del gas ambiental y condensar el vapor de iones metálicos. Se puede utilizar una boquilla de doble capa coaxial con el soplador principal, donde la boquilla exterior está inclinada horizontalmente, aprovechando la componente radial del flujo de aire exterior para soplar el plasma lateralmente. También se puede utilizar una boquilla de tubo recto, dirigida directamente al plasma y soplando gas lateralmente a lo largo de la dirección de soldadura.
Este método requiere un control estricto de la precisión de posicionamiento de la boquilla de soplado lateral y del caudal de aire. Entre los numerosos métodos de control, el control del plasma mediante flujo de aire es relativamente flexible y sencillo. Por lo tanto, el gas protector de soplado lateral es un método ampliamente adoptado en la soldadura láser de penetración profunda.
Aquí encontrará archivos SVG y Gcode gratuitos para grabado y corte láser , que podrá importar directamente a nuestras máquinas de corte láser









