






























































Interacción entre láser y material: el efecto ojo de cerradura
1. Formación y desarrollo del ojo de la cerradura
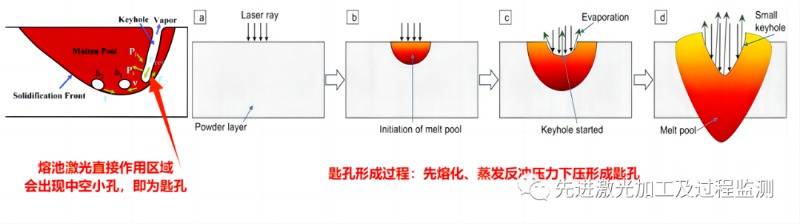
Definición de ojo de cerradura: Cuando la irradiancia supera los 10^6 W/cm^2, la superficie del material se funde y se evapora bajo la influencia del láser. Si la velocidad de evaporación es suficientemente alta, la presión de retroceso del vapor generada puede superar la tensión superficial del metal líquido y la gravedad, desplazando parte del metal líquido y causando una depresión en el baño de fusión donde actúa el láser, formando un pequeño agujero. El haz impacta directamente en el fondo del agujero, provocando una mayor fusión y vaporización del metal. El vapor a alta presión continúa empujando el metal líquido del fondo del agujero hacia los bordes del baño de fusión, profundizando aún más el agujero. Este proceso continúa hasta que se forma un pequeño agujero similar a un ojo de cerradura en el metal líquido. Cuando la presión del vapor metálico generado por el haz láser dentro del pequeño agujero se equilibra con la tensión superficial y la gravedad del metal líquido, el agujero deja de profundizarse, lo que resulta en un pequeño agujero de profundidad estable, conocido como "efecto ojo de cerradura"
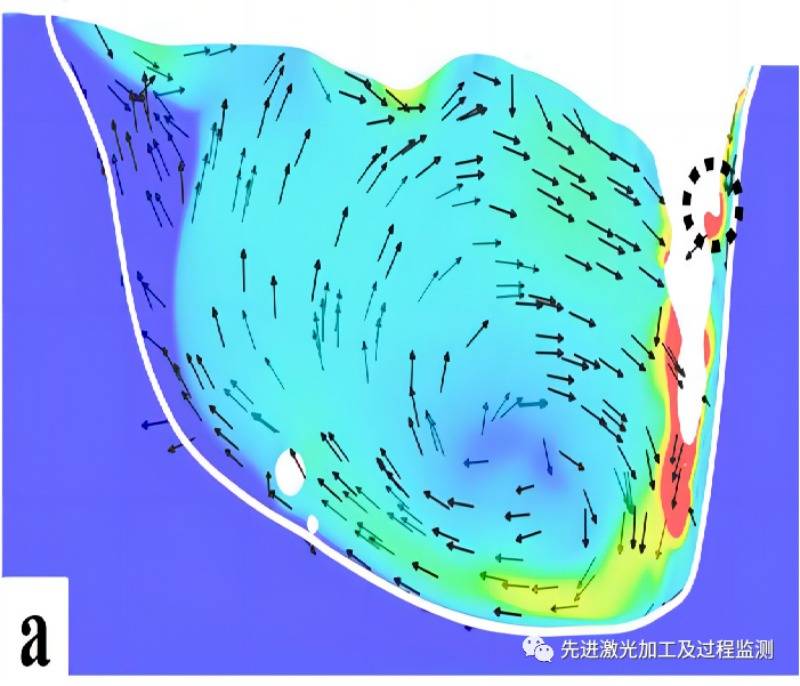
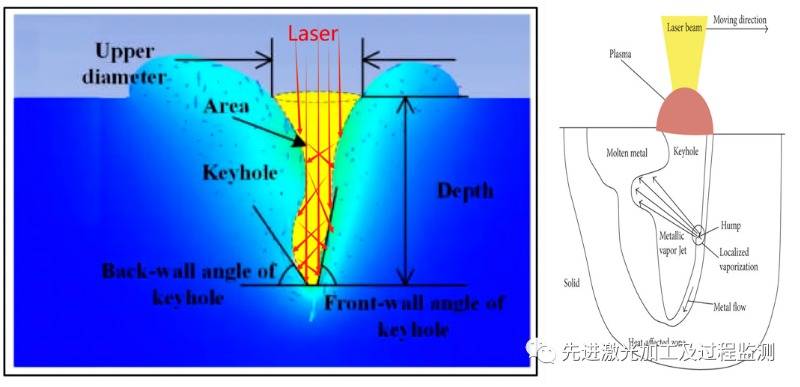
A medida que el rayo láser se mueve con respecto a la pieza de trabajo, el ojo de la cerradura parece doblarse ligeramente hacia atrás en la parte delantera y se inclina considerablemente en forma de triángulo invertido en la trasera. La parte delantera del ojo de la cerradura es la zona de acción del láser, donde la temperatura es alta y la presión de vapor es alta, mientras que en la trasera, la temperatura es relativamente más baja y la presión de vapor es menor. Bajo la influencia de esta diferencia de presión y temperatura, el líquido fundido fluye alrededor del ojo de la cerradura de adelante hacia atrás y forma un vórtice en el extremo posterior del orificio, solidificándose finalmente en la parte trasera. El estado dinámico del ojo de la cerradura, obtenido mediante simulación láser y soldadura real, muestra la forma del orificio en movimiento a diferentes velocidades y la situación del flujo de líquido fundido circundante.
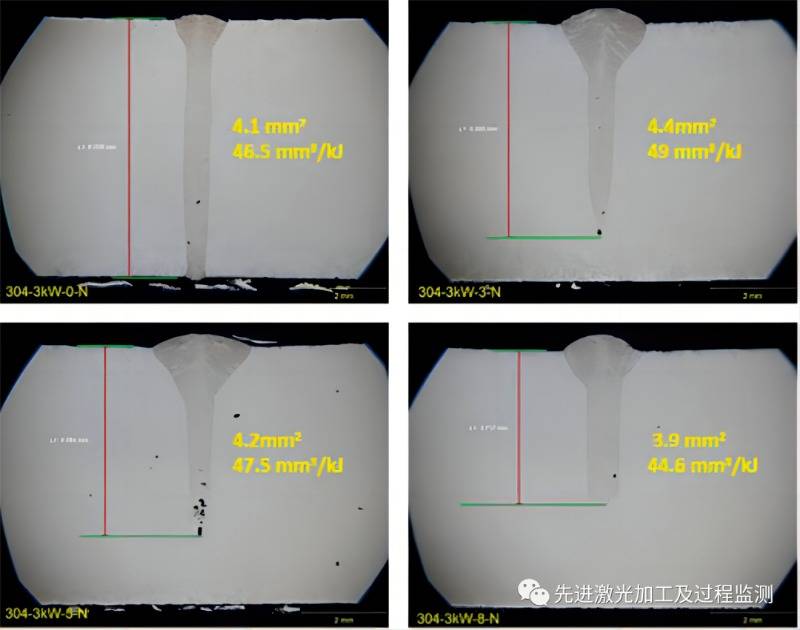
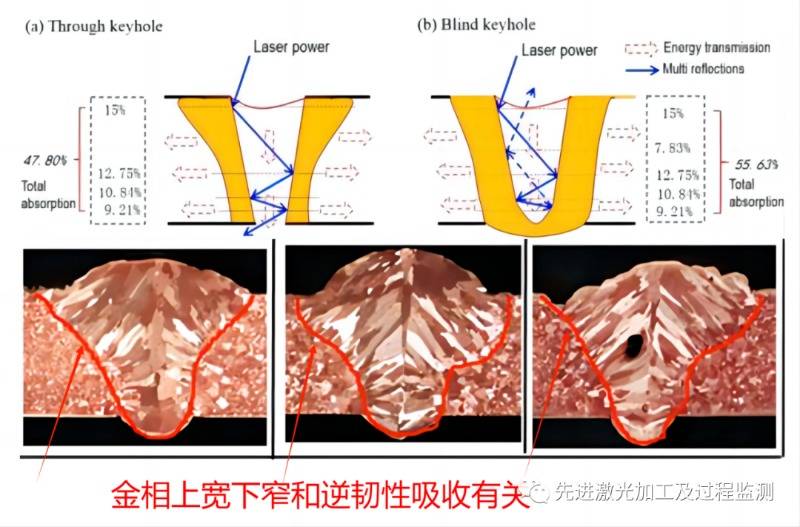
Gracias a la presencia del ojo de cerradura, la energía del rayo láser penetra profundamente en el material, formando una costura de soldadura profunda y estrecha. Se muestra la sección transversal típica de una costura de soldadura láser de penetración profunda. La profundidad de la costura de soldadura es similar a la del ojo de cerradura (concretamente, la metalografía es de 60 a 100 µm más profunda que el ojo de cerradura, lo que representa una diferencia de una capa de fase líquida). Cuanto mayor sea la densidad de energía del láser, más profunda será la ranura y, por lo tanto, más profunda será la costura de soldadura. En la soldadura láser de alta potencia, la relación profundidad-anchura de la costura de soldadura puede alcanzar hasta 12:1.
2. Análisis de la absorción de energía láser por el ojo de la cerradura
Antes de la formación del ojo de cerradura y el plasma, la energía láser se transmite principalmente al interior de la pieza mediante conducción térmica. El proceso de soldadura se denomina soldadura por conducción (con una profundidad de fusión de 0,5 mm), donde la tasa de absorción del láser por el material se sitúa entre el 25 % y el 45 %. Sin embargo, una vez formado el ojo de cerradura, la energía láser se absorbe principalmente directamente en el interior de la pieza mediante el efecto ojo de cerradura, lo que da paso a la soldadura de penetración profunda (con una profundidad de fusión superior a 0,5 mm), con una tasa de absorción que puede superar el 60 % y el 90 %.
El efecto ojo de cerradura desempeña un papel crucial en la mejora de la absorción de energía láser durante la soldadura, el corte, la perforación y otras técnicas de procesamiento láser. El haz láser que entra en el ojo de cerradura se absorbe casi por completo tras múltiples reflexiones en las paredes del ojo de cerradura. Generalmente, se cree que el mecanismo de absorción de energía láser dentro del ojo de cerradura incluye dos procesos: absorción inversa por radiación de frenado (Bremsstrahlung) y absorción de Fresnel.
3. Absorción de energía en el ojo de la cerradura: Absorción de Fresnel
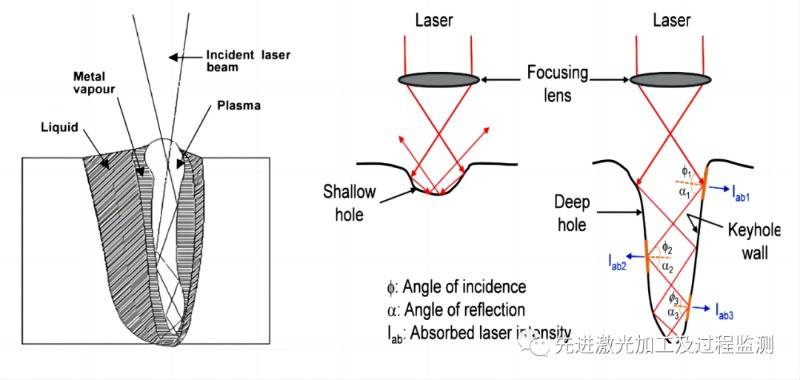
La absorción de Fresnel es el mecanismo por el cual las paredes de la cerradura absorben la energía láser, lo que describe el comportamiento de absorción de las múltiples reflexiones del láser dentro de la cerradura. Una vez que el láser entra en la cerradura, experimenta múltiples reflexiones en las paredes internas, y una parte de la energía láser es absorbida por las paredes de la cerradura durante cada reflexión.
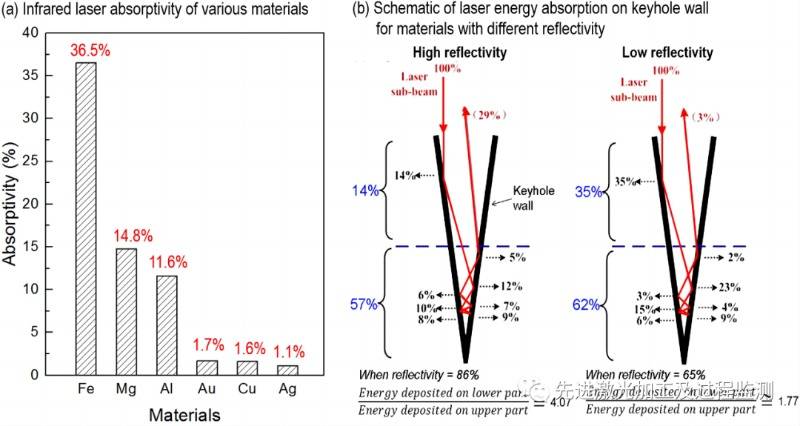
De la ilustración, es evidente que la tasa de absorción del acero para los láseres infrarrojos es aproximadamente 2,5 veces la del magnesio, 3,1 veces la del aluminio y 36 veces la del oro, la plata y el cobre. Para materiales con alta reflectividad, las múltiples reflexiones del haz láser dentro del ojo de la cerradura sirven como el mecanismo principal para la absorción de energía durante el proceso de soldadura láser de fusión profunda. El diagrama para materiales con diferentes reflectividades muestra que una baja tasa de absorción resulta en una menor eficiencia de acoplamiento de energía para la soldadura de materiales de alta reflectividad (71% vs. 97%), con una mayor concentración de absorción de energía en la parte inferior del ojo de la cerradura. En el proceso de soldadura de materiales de alta reflectividad, la distribución desigual de la energía a lo largo de la profundidad del ojo de la cerradura acelera su inestabilidad, lo que conduce a porosidad, falta de fusión y mala apariencia.
4. Absorción de energía en el ojo de la cerradura: absorción inversa de Bremsstrahlung
Otro mecanismo de absorción de energía en la cerradura es la absorción inversa por radiación de frenado (Bremsstrahlung) del plasma. El plasma fotoinducido no solo existe sobre la salida de la cerradura, sino que también la llena por completo. A medida que el láser viaja entre dos reflexiones en las paredes de la cerradura, el plasma absorbe parte de su energía. Esta energía absorbida por el plasma se transfiere a las paredes de la cerradura mediante convección y radiación.
Funciones y proporciones de los dos mecanismos de absorción de energía: Los dos mecanismos de absorción de energía láser dentro del ojo de cerradura tienen efectos diferentes en la formación del cordón de soldadura. La energía absorbida por el plasma se libera principalmente en la parte superior del ojo de cerradura, con menor liberación en la parte inferior, lo que da lugar a la formación de un ojo de cerradura con forma de "copa de vino", lo que no favorece la expansión de la profundidad del ojo de cerradura. Por otro lado, la energía liberada por la absorción de Fresnel en las paredes del ojo de cerradura se distribuye de forma relativamente uniforme a lo largo de su profundidad, lo que favorece su aumento, resultando en un cordón de soldadura más profundo y estrecho. Para mejorar la calidad y la eficiencia de la soldadura, es ventajoso controlar el plasma dentro del ojo de cerradura para lograr una mayor estabilidad. Técnicas como la modulación láser, el modo de anillo ajustable y las fuentes de calor compuestas son posibles soluciones eficaces.
5. Equilibrio de presión dentro del ojo de la cerradura
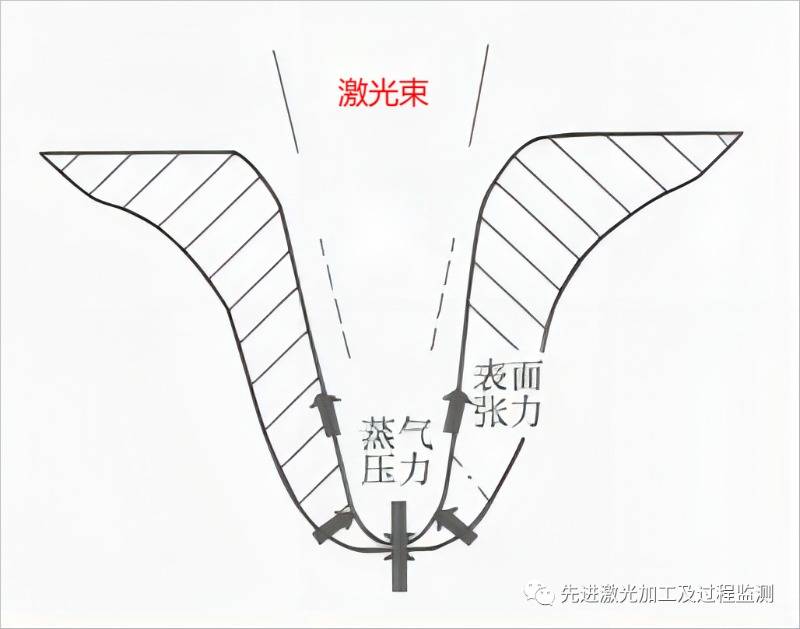
Durante la soldadura láser de penetración profunda, se produce una intensa vaporización del material y la presión de expansión generada por el vapor a alta temperatura desplaza el metal líquido, formando una cerradura. Dentro de la cerradura, existen varios tipos de presión: la presión de vapor del material, la presión de ablación (también conocida como fuerza de reacción evaporativa o presión de retroceso), la tensión superficial, la presión hidrostática causada por la gravedad y la presión dinámica generada por el flujo del material fundido. Entre estas presiones, solo la presión de vapor actúa para mantener la cerradura abierta, mientras que las demás fuerzas intentan cerrarla. Para mantener la estabilidad de la cerradura durante el proceso de soldadura, la presión de vapor debe ser suficiente para superar las demás resistencias, logrando un estado de equilibrio y asegurando la estabilidad a largo plazo de la cerradura. Para simplificar, las fuerzas que actúan sobre las paredes de la cerradura se consideran principalmente la presión de ablación (presión de retroceso del vapor metálico) y la tensión superficial.
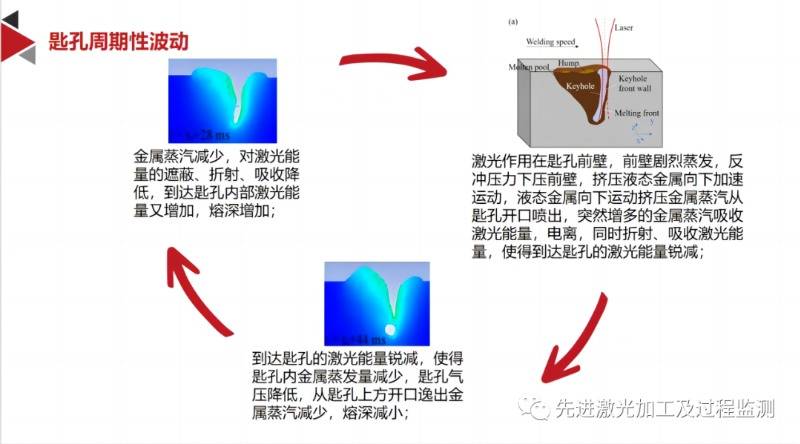
6. Inestabilidad del ojo de la cerradura
El grabado en madera es un arte fascinante y lucrativo que ha sido revolucionado por las máquinas de grabado láser de diodo. Tanto si eres un aficionado al bricolaje como si tienes una pequeña empresa y buscas añadir un toque personal a tus creaciones en madera, estas máquinas te abren un mundo de posibilidades. En esta guía completa, profundizaremos en las capacidades de las máquinas de grabado láser de diodo y exploraremos cinco proyectos fascinantes que demuestran su versatilidad.
7. Instrucciones para mejorar la estabilidad del ojo de la cerradura
El grabado en madera es un arte fascinante y lucrativo que ha sido revolucionado por las máquinas de grabado láser de diodo. Tanto si eres un aficionado al bricolaje como si tienes una pequeña empresa y buscas añadir un toque personal a tus creaciones en madera, estas máquinas te abren un mundo de posibilidades. En esta guía completa, profundizaremos en las capacidades de las máquinas de grabado láser de diodo y exploraremos cinco proyectos fascinantes que demuestran su versatilidad.
8. ¿Cómo estabilizar el ojo de la cerradura?
La dinámica de fluidos dentro del ojo de cerradura es compleja e involucra numerosos factores como campos de temperatura, campos de flujo, campos de fuerza y optoelectrónica. Estos factores pueden clasificarse en dos grupos: la relación entre la tensión superficial y la presión de retroceso del vapor metálico. Esta presión actúa directamente en la formación del ojo de cerradura, estrechamente relacionada con su profundidad y volumen. Al ser la única sustancia en el proceso de soldadura que se mueve hacia arriba, también está estrechamente relacionada con la aparición de salpicaduras. Por otro lado, la tensión superficial afecta el flujo del baño de fusión.
Por lo tanto, estabilizar el proceso de soldadura láser implica mantener un gradiente de distribución constante de la tensión superficial en el baño de fusión, sin fluctuaciones significativas. La tensión superficial está relacionada con la distribución de la temperatura, que a su vez está relacionada con la fuente de calor. Por lo tanto, el uso de una fuente de calor compuesta y la soldadura oscilante son posibles opciones técnicas para estabilizar el proceso de soldadura.
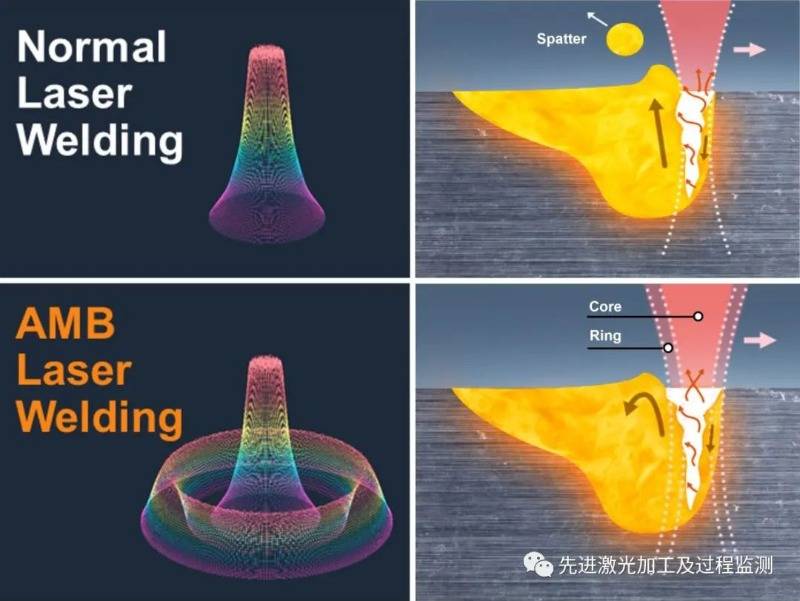
También se debe prestar atención a los efectos del plasma y al tamaño de la abertura del ojo de cerradura. Cuanto mayor sea la abertura, mayor será el ojo de cerradura, lo que hace que las fluctuaciones en el fondo del baño de fusión sean relativamente insignificantes, lo que afecta mínimamente el volumen total del ojo de cerradura y los cambios de presión interna. Por lo tanto, los láseres de modo de anillo ajustable (haz anular), la soldadura híbrida láser-arco y la modulación de frecuencia son áreas viables de exploración.
Aquí encontrará archivos SVG y Gcode gratuitos para grabado y corte láser , que podrá importar directamente a nuestras máquinas de corte láser









